
重复性手作业改善模型
制造业发展到今天,手作业仍然是产品制造加工的主要途径。尽管设备制造水平已经得到了长足的进步,自动化技术也日趋成熟,手作业仍然在很多领域有着广泛的应用。与使用机器实施自动化生产相比,在劳动力充足的前提下,手作业往往具有维护成本低、产量弹性大、产品换型费用低等突出优点。
同时我们需要看到,手作业的缺点也很突出。这其中,品质不稳定可以说最令人关注的一点。为了尽可能的提高手作业的效率,通常手作业被设计为可以重复的一系列动作。这种标准化的设计一方面是为了提高作业效率,另一方面也是培训和改善的基础。一项手作业,通常是由一系列的动作组成。我们将其中有明确目的和结果的最小动作组合称为要素作业。例如“装配一个螺栓”这个作业,即由“拿取螺栓”“拿取拧紧器”“拧紧螺栓”三个要素作业组成。
重复性手作业的改善即可从对要素作业的把握入手。任意一项要素作业,从时间上看,均具有两种基本属性,即平均作业时间与作业时间偏差。平均作业时间即完成此项要素作业所需要花费的平均时间。而作业时间偏差为完成此项要素作业所需要花费的最长时间与最短时间的差。连续观察一项要素作业若干次后(例如50次)我们即能得到一项要素作业的这两个属性。对一项作业的所有要素作业进行观察后,我们分别将平均作业时间与作业时间偏差作为X轴与Y轴,即能绘制出此项作业的改善坐标图。如下图所示:
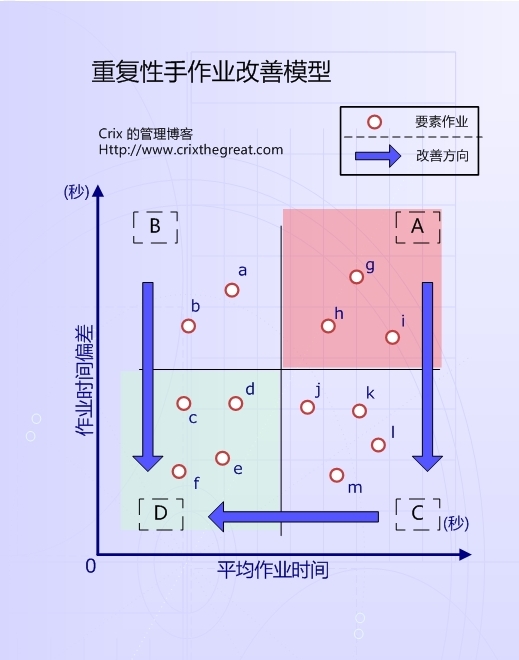

上图中,被观察的作业包括了 a、b、c、…… m 这 13 个要素作业。我们可以根据它们在坐标系中的相对位置将它们大致分为 A、B、C、D 四个类型。它们分别是: